













|
ƒêang truy c·∫≠p: 30 Trong ng√Ýy: 124 Trong tu·∫ßn: 417 L∆∞·ª£t truy c·∫≠p: 421070 |

C≈©ng gi·ªëng nh∆∞ bu l√¥ng, thanh ty ren c≈©ng ƒë∆∞·ª£c chia th√Ýnh nhi·ªÅu c·∫•p b·ªÅn kh√°c nhau. M·ªói c·∫•p b·ªÅn th√¨ kh·∫£ nƒÉng ch·ªãu l·ª±c c·ªßa thanh ren l√Ý kh√°c nhau. C√≥ r·∫•t nhi·ªÅu ph∆∞∆°ng ph√°p l√Ým tƒÉng kh·∫£ nƒÉng ch·ªãu l·ª±c cho thanh ty ren nh∆∞ng 3 ph∆∞∆°ng ph√°p ph·ªï bi·∫øn nh·∫•t l√Ý nhi·ªát luy·ªán th√©p v√Ý gia c√¥ng c∆° h·ªçc, h√≥a nhi·ªát luy·ªán ‚Äì l√Ým thay ƒë·ªïi c·∫•u tr√∫c v√Ý t√≠nh ch·∫•t c·ªßa th√©p.
1. Nhi·ªát luy·ªán th√©p l√Ý g√¨?
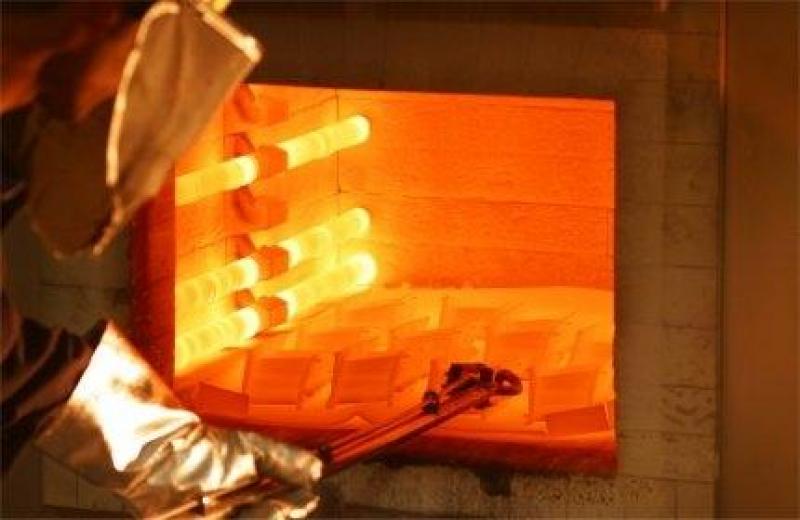
- Kh√°i ni·ªám: L√Ý nung n√≥ng th√©p ƒë·∫øn m·ªôt nhi·ªát ƒë·ªô x√°c ƒë·ªãnh, gi·ªØ nhi·ªát ƒë·ªô t·∫°i ƒë√≥ trong m·ªôt th·ªùi gian th√≠ch h·ª£p r·ªìi sau ƒë√≥ l√Ým ngu·ªôi v·ªõi t·ªëc ƒë·ªô x√°c ƒë·ªãnh ƒë·ªÉ nh·∫≠n ƒë∆∞·ª£c t·ªï ch·ª©c c√≥ t√≠nh ch·∫•t theo y√™u c·∫ßu.

- Đặc điểm:
+ Kh√¥ng l√Ým n√≥ng ch·∫£y v√Ý bi·∫øn d·∫°ng s·∫£n ph·∫©m th√©p
+ K·∫øt qu·∫£ ƒë∆∞·ª£c ƒë√°nh gi√° b·∫±ng bi·∫øn ƒë·ªïi c·ªßa t·ªï ch·ª©c t·∫ø vi v√Ý t√≠nh ch·∫•t
- Tác dụng của nhiệt luyện đối với sản xuất cơ khí.
+ TƒÉng ƒë·ªô c·ª©ng, t√≠nh ch·ªëng m√Ýi m√≤n v√Ý ƒë·ªô b·ªÅn c·ªßa th√©p.
+ Cải thiện tính công nghệ: Phù hợp với gia công cần đủ mềm để dễ cắt, cần dẻo để dễ biến dạng…
+ Nhi·ªát luy·ªán ·ªü c√°c nh√Ý m√°y c∆° kh√≠.
- Quy tr√¨nh nhi·ªát luy·ªán: B·∫•t k√¨ qu√° tr√¨nh nhi·ªát luy·ªán kim lo·∫°i n√Ýo c≈©ng ƒë·ªÅu bao g·ªìm 3 giai ƒëo·∫°n sau:
+ Nung n√≥ng: Qu√° tr√¨nh n√Ýy ph·ª• thu·ªôc ch·ªß y·∫øu v√Ýo nhi·ªát ƒë·ªô v√Ý t·ªëc ƒë·ªô nung.
+ Gi·ªØ nhi·ªát : L√Ý giai ƒëo·∫°n duy tr√¨ m·ªôt nhi·ªát ƒë·ªô nh·∫•t ƒë·ªãnh trong su·ªët qu√° tr√¨nh.
+ L√Ým ngu·ªôi : ƒê·∫∑c tr∆∞ng c·ªßa qu√° tr√¨nh n√Ýy l√Ý t·ªëc ƒë·ªô l√Ým ngu·ªôi v·∫≠t li·ªáu gia c√¥ng.
2. C√°c ph∆∞∆°ng ph√°p nhi·ªát luy·ªán l√Ým tƒÉng c∆° t√≠nh cho thanh ty ren
2.1 Phương pháp ủ
- ·ª¶ l√Ý ph∆∞∆°ng ph√°p nung n√≥ng th√©p ƒë·∫øn nhi·ªát ƒë·ªô x√°c ƒë·ªãnh (t·ª´ 200 ƒë·∫øn tr√™n 10000C), gi·ªØ nhi·ªát l√¢u r·ªìi l√Ým ngu·ªôi ch·∫≠m c√πng l√≤ ƒë·ªÉ ƒë·∫°t ƒë∆∞·ª£c t·ªï ch·ª©c c√¢n b·∫±ng ·ªïn ƒë·ªãnh v·ªõi ƒë·ªô c·ª©ng th·∫•p nh·∫•t v√Ý ƒë·ªô d·∫ªo cao.
- Mục đích:
+ L√Ým m·ªÅm th√©p ƒë·ªÉ ti·∫øn h√Ýnh gia c√¥ng c·∫Øt
+ Tăng độ dẻo để dễ biến dạng (dập, cán, kéo…) nguội.
+ Gi·∫£m hay l√Ým m·∫•t ·ª©ng su·∫•t g√¢y n√™n b·ªüi gia c√¥ng c·∫Øt, ƒë√∫c, h√Ýn, bi·∫øn d·∫°ng d·∫ªo.
+ L√Ým ƒë·ªìng ƒë·ªÅu th√Ýnh ph·∫ßn ho√° h·ªçc.
2.2 Phương pháp thường hóa
- Ph∆∞∆°ng ph√°p th∆∞·ªùng h√≥a : L√Ý nung n√≥ng th√©p ƒë·∫øn m·ªôt tr·∫°ng th√°i, gi·ªØ nhi·ªát r·ªìi l√Ým ngu·ªôi ti·∫øp theo trong kh√¥ng kh√≠ tƒ©nh ƒë·ªô c·ª©ng t∆∞∆°ng ƒë·ªëi th·∫•p (nh∆∞ng cao h∆°n ·ªß m·ªôt ch√∫t).
- Mục đích:
+ Đạt độ cứng thích hợp cho gia công cơ
+ L√Ým nh·ªè x√™mentit chu·∫©n b·ªã cho nhi·ªát luy·ªán k·∫øt th√∫c th∆∞·ªùng √°p d·ª•ng cho th√©p k·∫øt c·∫•u tr∆∞·ªõc khi t√¥i.
+ Thép đỡ giòn, gia công được dễ hơn
2.3 Tôi thép
- T√¥i th√©p: L√Ý nguy√™n c√¥ng quan tr·ªçng nh·∫•t c·ªßa nhi·ªát luy·ªán. T√¥i th√©p l√Ý ph∆∞∆°ng ph√°p nung th√©p l√™n cao qu√° nhi·ªát ƒë·ªô t·ªõi h·∫°n gi·ªØ nhi·ªát r·ªìi l√Ým ngu·ªôi nhanh th√≠ch h·ª£p ƒë·ªÉ t·∫°o th√Ýnh t·ªï ch·ª©c c√≥ ƒë·ªô c·ª©ng cao.

- Mục đích:
+ TƒÉng ƒë·ªô c·ª©ng ƒë·ªÉ ch·ªëng m√Ýi m√≤n t·ªët nh·∫•t, d√πng ƒë·ªÉ l√Ým ƒë·ªÉ l√Ým d·ª•ng c·ª• c·∫Øt, bi·∫øn d·∫°ng ngu√¥i.
+ N√¢ng cao ƒë·ªô b·ªÅn v√Ý s·ª©c ch·ªãu t·∫£i
2.4 Ram thép:
- Ram th√©p: nguy√™n c√¥ng b·∫Øt bu·ªôc khi t√¥i th√©p th√Ýnh Mactenxit. Ram th√©p l√Ý nung n√≥ng th√©p ƒë√£ t√¥i ƒë·ªÉ Mactensit ph√¢n ho√° th√Ýnh c√°c t·ªï ch·ª©c c√≥ c∆° t√≠nh ph√π h·ª£p v·ªõi ƒëi·ªÅu ki·ªán l√Ým vi·ªác quy ƒë·ªãnh.
- M·ª•c ƒë√≠ch: Gi·∫£m ·ª©ng su·∫•t, ƒëi·ªÅu ch·ªânh c∆° t√≠nh ph√π h·ª£p v·ªõi ƒëi·ªÅu ki·ªán l√Ým vi·ªác.
- Các phương pháp ram thép cacbon:
+ Ram th·∫•p (150250oC). T·ªï ch·ª©c ƒë·∫°t ƒë∆∞·ª£c l√Ý Mactenxit ram c√≥ ƒë·ªô c·ª©ng cao, t√≠nh d·∫ªo, dai t·ªët h∆°n, √°p d·ª•ng cho d·ª•ng c·ª• c√°c chi ti·∫øt c·∫ßn ƒë·ªô c·ª©ng v√Ý t√≠nh ch·ªëng m√Ýi m√≤n cao nh∆∞: dao c·∫Øt, khu√¥n d·∫≠p ngu·ªôi, b√°nh rƒÉng, chi ti·∫øt th·∫•m cacbon, ·ªï lƒÉn, tr·ª•c, ch·ªët.
+ Ram trung b√¨nh (300450oC). Sau khi ram trung b√¨nh ƒë·ªô c·ª©ng gi·∫£m r√µ r·ªát, nh∆∞ng v·∫´n c√≤n kh√° cao, gi·ªõi h·∫°n ƒë√Ýn h·ªìi max, √°p d·ª•ng cho chi ti·∫øt m√°y, d·ª•ng c·ª• c·∫ßn ƒë·ªô c·ª©ng t∆∞∆°ng ƒë·ªëi cao v√Ý ƒë·ªô ƒë√Ýn h·ªìi nh∆∞ l√≤ xo, nh√≠p..
+ Ram cao (500650oC). T·ªï ch·ª©c t·∫°o th√Ýnh c√≥ c∆° t√≠nh t·ªïng h·ª£p cao nh·∫•t. √°p d·ª•ng cho c√°c chi ti·∫øt m√°y c·∫ßn c√≥ gi·ªõi h·∫°n b·ªÅn, ƒë·∫∑c bi·ªát l√Ý gi·ªõi h·∫°n ch·∫£y v√Ý ƒë·ªô giai va ƒë·∫≠p cao nh∆∞ c√°c lo·∫°i tr·ª•c, b√°nh rƒÉng l√Ým b·∫±ng th√©p ch·ª©a 0.300.50%C, ƒë·∫°t ƒë·ªô b√≥ng cao khi gia c√¥ng.
Gi·ªõi h·∫°n ph√¢n chia nhi·ªát ƒë·ªô Ram ch·ªâ l√Ý t∆∞∆°ng ƒë·ªëi ch·ªâ ph√π h·ª£p cho th√©p cacbon v√Ý th·ªùi gian gi·ªØ nhi·ªát kho·∫£ng 1 gi·ªù.
Ngo√Ýi ba ph∆∞∆°ng ph√°p ram tr√™n c√≤n c√≥ c√°c lo·∫°i ram nh∆∞: Ram m√Ýu v√Ý t·ª± ram.
3. Gia công cơ học
3.1 Gia công nguội
- Gia c√¥ng ngu·ªôi l√Ý gia c√¥ng th√©p ·ªü nhi·ªát ƒë·ªô th∆∞·ªùng nh·∫±m t·∫°o ra bi·∫øn h√¨nh d·∫ªo ƒë·ªÉ n√¢ng cao t√≠nh c∆° h·ªçc (tƒÉng c∆∞·ªùng ƒë·ªô, ƒë·ªô c·ª©ng, nh∆∞ng l·∫°i l√Ým gi·∫£m ƒë·ªô d·∫ªo). Gia c√¥ng ngu·ªôi g·ªìm c√≥ k√©o, r√®n d·∫≠p, c√°n ngu·ªôi, vu·ªët.
C√°c s·∫£n ph·∫©m th√©p nh∆∞ d√¢y, s·ª£i kim lo·∫°i h·∫ßu h·∫øt ƒë∆∞·ª£c qua k√©o ngu·ªôi, d·∫≠p ngu·ªôi. M·ªôt h√¨nh th·ª©c gia c√¥ng kh√°c l√Ý c√°n ngu·ªôi. Th√©p sau khi c√°n ngu·ªôi, ·ªü m·∫∑t ngo√Ýi c√≥ nh·ªØng v·∫øt l·ªìi l√µm theo quy lu·∫≠t. So v·ªõi k√©o, th√©p c√°n ngu·ªôi c√≥ nhi·ªÅu ∆∞u ƒëi·ªÉm h∆°n: C∆∞·ªùng ƒë·ªô k√©o, c∆∞·ªùng ƒë·ªô n√©n v√Ý l·ª±c d√≠nh b√°m gi·ªØa b√™ t√¥ng v√Ý c·ªët th√©p ƒë∆∞·ª£c tƒÉng c∆∞·ªùng.
ƒê·ªëi v·ªõi d√¢y th√©p nh·ªè (ƒë∆∞·ªùng k√≠nh 5 √∑ 10 mm) ng∆∞·ªùi ta d√πng ph∆∞∆°ng ph√°p vu·ªët. Trong ph∆∞∆°ng ph√°p n√Ýy, d√¢y th√©p ƒë∆∞·ª£c k√©o qua m·ªôt l·ªó c√≥ ƒë∆∞·ªùng k√≠nh nh·ªè h∆°n d√¢y th√©p. M·ªói l·∫ßn vu·ªët gi·∫£m kho·∫£ng 10% ti·∫øt di·ªán d√¢y.
S·ªë l·∫ßn vu·ªët ph·ª• thu·ªôc v√Ýo y√™u c·∫ßu s·ª≠ d·ª•ng, nh∆∞ng ƒë·ªÉ ƒë·∫£m b·∫£o t√≠nh d·∫ªo v√Ý dai, th√¨ sau l·∫ßn vu·ªët th·ª© 4, 5 ph·∫£i ·ªß th√©p m·ªôt l·∫ßn. D√¢y th√©p vu·ªët ngu·ªôi c√≥ th·ªÉ d√πng l√Ým c·ªët th√©p trong b√™ t√¥ng d·ª± ·ª©ng l·ª±c, l√Ým d√¢y c√°p v.v... Gia c√¥ng ngu·ªôi l√Ý m·ªôt bi·ªán ph√°p ti·∫øt ki·ªám kim lo·∫°i.
3.2 Gia công nóng
Gia c√¥ng n√≥ng (bi·∫øn d·∫°ng n√≥ng) l√Ý h√¨nh th·ª©c l√Ým kim lo·∫°i bi·∫øn d·∫°ng ·ªü tr·∫°ng th√°i n√≥ng ·ªü nhi·ªát ƒë·ªô tr√™n 650-700o C. ƒê·ªÉ ƒë·∫£m b·∫£o ƒë·ªß ƒë·ªô d·∫ªo c·∫ßn thi·∫øt, th∆∞·ªùng bi·∫øn d·∫°ng ƒë∆∞·ª£c th·ª±c hi·ªán ·ªü nhi·ªát ƒë·ªô cao h∆°n nhi·ªÅu. Gia c√¥ng n√≥ng g·ªìm r√®n v√Ý c√°n.
C√°n l√Ý ph∆∞∆°ng ph√°p gia c√¥ng √©p n√≥ng qua m√°y. Do c√°n li√™n t·ª•c nhi·ªÅu l·∫ßn m·∫∑t c·∫Øt c·ªßa th√©p d·∫ßn d·∫ßn ƒë∆∞·ª£c c·∫£i bi·∫øn ƒë√∫ng v·ªõi h√¨nh d·∫°ng v√Ý k√≠ch th∆∞·ªõc y√™u c·∫ßu. C√°c lo·∫°i th√©p h√¨nh d√πng trong x√¢y d·ª±ng ƒë∆∞·ª£c ch·∫ø t·∫°o b·∫±ng ph∆∞∆°ng ph√°p c√°n.
R√®n l√Ý ph∆∞∆°ng ph√°p gia nhi·ªát ƒë·∫øn tr·∫°ng th√°i d·∫ªo cao, d√πng b√∫a ƒë·∫≠p th√Ýnh c·∫•u ki·ªán c√≥ h√¨nh d·∫°ng nh·∫•t ƒë·ªãnh. R√®n c√≥ th·ªÉ th·ª±c hi·ªán b·∫±ng tay ho·∫∑c b·∫±ng m√°y.
Th√©p c√°n v√Ý r√®n c√≥ c·∫•u t·∫°o t∆∞∆°ng ƒë·ªëi t·ªët v√Ý t√≠nh nƒÉng c∆° h·ªçc cao
4. Hoá nhiệt luyện
- ƒê·ªãnh nghƒ©a: L√Ý ƒë∆∞a chi ti·∫øt v√Ýo m√¥i tr∆∞·ªùng th·∫•m t√¥i c√≥ th√Ýnh ph·∫ßn, nhi·ªát ƒë·ªô th√≠ch h·ª£p trong th·ªùi gian ƒë·ªß ƒë·ªÉ nguy√™n t·ªë th·∫•m s√¢u v√Ýo trong chi ti·∫øt sau ƒë√≥ ƒëem nhi·ªát luy·ªán ƒë·ªÉ c·∫£i thi·ªán h∆°n t√≠nh ch·∫•t c·ªßa l·ªõp b·ªÅ m·∫∑t.
- M√¥i tr∆∞·ªùng th·∫•m: l√Ý m√¥i tr∆∞·ªùng ch·ª©a nhi·ªÅu nguy√™n t·ªë c·∫ßn th·∫•m c√≥ kh·∫£ nƒÉng ph·∫£n ·ª©ng ƒë·ªÉ c·ªë ƒë·ªãnh nguy√™n t·ªë th·∫•m l√™n b·ªÅ m·∫∑t chi ti·∫øt v√Ý khuy·∫øch t√°n v√Ýo s√¢u ph√≠a b√™n trong. Th·∫•m C: M√¥i tr∆∞·ªùng kh√≠ ph√¢n hu·ª∑ t·ª´ d·∫ßu ho·∫£, Th·∫•m N: Kh√≠ NH3‚Ķ
- Mục đích chính:
+ N√¢ng cao ƒë·ªô c·ª©ng, t√≠nh ch·ªëng m√Ýi m√≤n v√Ý ƒë·ªô m·ªèi c·ªßa th√©p h∆°n c·∫£ t√¥i b·ªÅ m·∫∑t th·∫•m C, th·∫•m N, th·∫•m C-N‚Ķƒë∆∞·ª£c ·ª©ng d·ª•ng r·ªông r√£i trong s·∫£n xu·∫•t c∆° kh√≠.
+ N√¢ng cao t√≠nh ch·ªëng ƒÉn m√≤n: th·∫•m Cr, th·∫•m Al, Si, B. C√°c qu√° tr√¨nh th·∫•m n√Ýy ph·∫£i ti·∫øn h√Ýnh ·ªü nhi·ªát ƒë·ªô cao v√Ý th·ªùi gian d√Ýi h∆°n, √≠t th√¥ng d·ª•ng h∆°n.
- Các giai đoạn:
+ Khuy·∫øch t√°n th·ªÉ kh√≠: l√Ý qu√° tr√¨nh khuy·∫øch t√°n ch·∫•t th·∫•m ƒë·∫øn b·ªÅ m·∫∑t chi ti·∫øt.
+ Ph·∫£n ·ª©ng t·∫°o nguy√™n t·ª≠ ho·∫°t t√≠nh v√Ý c·ªë ƒë·ªãnh tr√™n b·ªÅ m·∫∑t: h·∫•p ph·ª• t·∫°o nguy√™n t·ª≠ h·∫°t tr√™n b·ªÅ m·∫∑t v√Ý ph·∫£n ·ª©ng v·ªõi n·ªÅn ƒë·ªÉ c·ªë ƒë·ªãnh ch√∫ng tr√™n b·ªÅ m·∫∑t (c√≥ th·ªÉ h·∫•p ph·ª• ph√¢n ly ho·∫∑c ph·∫£n ·ª©ng ph√¢n ly ra nguy√™n t·ª≠ ho·∫°t t√≠nh).
+ Khuy·∫øch t√°n th·ªÉ r·∫Øn: nguy√™n t·ª≠ ch·∫•t th·∫•m ƒë∆∞·ª£c c·ªë ƒë·ªãnh tr√™n b·ªÅ m·∫∑t khuy·∫øch t√°n s√¢u v√Ýo b√™n trong ƒë·ªÉ t·∫°o th√Ýnh l·ªõp th·∫•m t√¥i nh·∫•t ƒë·ªãnh.
Trong ba giai ƒëo·∫°n k·ªÉ tr√™n th√¨ giai ƒëo·∫°n khuy·∫øch t√°n th·ªÉ r·∫Øn th∆∞·ªùng ch·∫≠m nh·∫•t do ƒë√≥ l√Ý kh√¢u quy·∫øt ƒë·ªãnh s·ª± h√¨nh th√Ýnh l·ªõp th·∫•m t√¥i.
K·∫øt lu·∫≠n:
C√°c ph∆∞∆°ng ph√°p n√™u ·ªü tr√™n gi√∫p thay ƒë·ªïi c·∫•u tr√∫c nguy√™n t·ª≠, ph√¢n t·ª≠ b√™n trong m√Ý kh√¥ng l√Ým bi·∫øn d·∫°ng h√¨nh d√°ng b√™n ngo√Ýi c·ªßa v·∫≠t li·ªáu, ƒë·ªìng th·ªùi tƒÉng s·ª©c ch·ªãu l·ª±c c·ªßa thanh ty ren... khi thi c√¥ng x√¢y d·ª±ng, l·∫Øp r√°p m√°y m√≥c...
Người gửi / điện thoại
C√ÅC B√ÄI M·ªöI H∆ÝN





C√ÅC B√ÄI C≈® H∆ÝN



















| B·∫£n quy·ªÅn © 2013 Thu·ªôc Công ty TNHH Công Nghi·ªáp Ph·ª• Tr·ª£ Hùng C∆∞·ªùng | Email: cokhiphutro@gmail.com | ||
| ƒê·ªãa ch·ªâ: S·ªë 45 t·ªï 23, P.Yên S·ªü, Q.Hoàng Mai, TP.Hà N·ªôi, Vi·ªát Nam. |
Điện thoại: (04) 36 454 448 |
||
| MST: 0106143255 |
Fax: (04) 36 454 449 | ||
thanh ren, ty ren, k·∫πp treo ty, bulong, bu lông, giá bu lông, giá bulong, bulong mong, bulong neo, k·∫πp xà g·ªì, k·∫πp treo ·ªëng, beam clamp, k·∫πp treo ƒëèn
Chính sách v·∫≠n chuy·ªÉn và thanh toán Chính sách b·∫£o hành Chính sách ƒë·ªïi hàng Chính sách b·∫£o m·∫≠t

